
Формы для плитки и пигменты для бетона
Вы можете купить пвх формы для заливки тротуарной плитки для садовых дорожек и пигмент для бетона в Пензе по низкой цене в магазине "Ремонт" г. Пенза ул. Металлистов 4А, заказать по телефону 45-38-15, 39-81-50 или оформить заказ через интернет-магазин ремонтнадом.рф. Формы для изготовления цементной плитки изготовлены из прочного пластика и выдерживают около 150 циклов заливки, не требуют смазки и сохраняют свою форму при правильной эксплуатации весь период службы. Мы поддерживаем остаток более 15 видов форм для изготовления плитки, садовых бордюров и козырьков для заборных столбов. В ассортименте также имеются пигменты для бетона используемые при производстве тротуарной плитки и пластификатор для бетона. Заказать пластиковые формы для плитки через интернет теперь проще, не стоит ездить по магазинам (например Леруа Мерлен). На сайте вы можете посмотреть фотографии, видео по заливке тротуарной плитки, посмотреть характеристики, описание и отзывы.
Производство брусчатки.
В последние годы активно внедряются в строительство мелкозернистые песчаные бетоны, где в качестве заполнителя применяется только песок.
Мелкозернистая структура этого материала обладает рядом достоинств, среди которых можно назвать следующие:
- возможность создания тонкодисперсной однородной высококачественной структуры безвключений крупных зерен;
- повышенная эффективность модификации материала химическими и минеральными добавками;
- высокая технологичность - возможность формирования изделий методом литья, прессования, штампования;
- возможность получения материалов с различными свойствами;
- возможность широкого применения местных материалов и, как правило, более низкая себестоимость по сравнению с классическим крупнозернистым бетоном.
Брусчатка, в основном, изготавливается из мелкозернистого бетона методом вибропрессования или вибролитья в пластиковые формы.
Технологический процесс производства брусчатки методом вибролитья состоит из следующих основных этапов*:
1. Приготовление бетонной смеси
Бетон приготавливается на 2-х бетоносмесителях с различными составами для двух слоёв брусчатки: фактурный слой обеспечивает основные качественные показатели брусчатки: истираемость, водопоглощение, морозостойкость, основной слой задает брусчатке необходимую толщину и является основным носителем прочности.
вибролитьё бетонов в два слоя
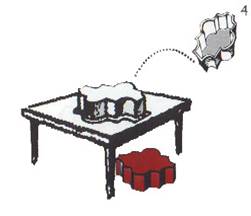
2.Формование брусчатки
Происходит на формовочном столе в специальные пластиковые формы в два приёма, вибрируется для уплотнения бетона и выхода пузырьков воздуха из смеси.
3.Твердение брусчатки
Поддоны с формами перевозятся в отдельное помещение, где происходит твердение в течение 24-48 часов при естественных условиях.
4.Расформовка.
Расформовка изделий может производится «сухим» или «мокрым» способом. Мокрая расформовка брусчатки, когда формы сначала помещают в ванну с тёплой водой, где происходит их расширение, а изделие после легко извлекается на вибростоле, является более щадящей процедурой для форм.
5.Обслуживание производства брусчатки.
Дополнительными операциями в производственном цикле брусчатки являются: погрузочно-разгрузочные и упаковочные работы, обслуживание оборудования,чистка бетоносмесителей и столов, промывка форм.
Брусчатка должна соответствовать ГОСТ 26633-91 «Бетоны тяжелые и мелкозернистые», ГОСТ 17608-91 «Плиты бетонные тротуарные», ГОСТ 13015-2003 «Изделия железобетонные и бетонные для строительства», или разработанным организацией и утвержденным в установленном порядкетехническим условиям ТУ.
Основные достоинства в технологии вибролитой брусчатки - простота ее изготовления,
лучшее качество поверхности, большая номенклатура изделий различной расцветки и конфигурации, что позволяют проявить фантазию и выкладывать всевозможные варианты рисунков.
При производстве изделий методом вибролитья для получения принципиально нового изделия, достаточно просто купить нужную форму и начать производство.
Недостатки: геометрия изделий зависит от качества форм, большая доля ручного труда, из-за чего трудно выйти на большие объемы, скользкая поверхность, особенно в зимний период, но на данный момент появилось большое количество изделий с поверхностью "шагрень", которая позволяет избегать этой проблемы.
Методом вибропрессования возможно выпускать большие объемы брусчатки, но сравнительно небольшого ассортимента, метод технологичен, автоматизирован и не требует большого количества ручного труда.
Основной недостаток – первоначальное значительное вложение денег, т.к. вибропрессованная брусчатка изготавливается преимущественно по иностранным технологиям и на иностранных технологических линиях.
При производстве методом вибропрессования для запуска нового изделия нужно покупать дорогостоящий блок "матрица - пуансон" и перенастраивать станок, а это дополнительные затраты времени и денег.
Различные технологии производства брусчатки соответствуют разным областям и условиям применения.
Выпускаемые изделия не конкурируют, а дополняют друг друга, и призваны удовлетворить широкие потребности индивидуального и массового застройщика.
Технология изготовления изделий предъявляет к бетонной смеси свои требования, для обеспечения которых необходимы соответствующий выбор сырья и состава бетона.
В бетонах наряду с цементом и заполнителем используются химические добавки различного назначения, активные минеральные наполнители, пигменты.
Укладка брусчатки ведется на выровненные основания, в большинстве случаев основанием служит гравийно-песчаная или песчаная подушка, для сложных условий предусмотрена цементно-песчаная смесь, (содержащая 100-150 кг цемента на 1 м3 песка), каждый слой тщательно выравнивается и уплотняется вибротрамбовочной машиной.
На покрытых брусчаткой площадях не скапливается грязь и не образуются лужи, поверхность абсолютно ровная, сухая и красивая.
Брусчатка легко собирается и разбирается, если под ней нужно отремонтировать водопровод или кабель, это обойдется без особых физических и материальных затрат.
Технология производства тротуарной плитки
Для организации простейшего производства нужен минимум оборудования: бетоносмеситель, вибростолы и пластиковые формы.
Брусчатка изготавливается из мелкозернистого бетона (если есть в наличии крупный песок) или тяжелого бетона (со щебнем) методом вибролитья бетонной смеси в пластиковые формы с последующей выдержкой изделий в естественных условиях.
Исходные компоненты:
- портландцемент, марки ПЦ 400Д0 (ПЦ 400 Д20) или ПЦ 500 Д0 (ПЦ 500 Д20), но лучше бездобавочный;
- щебень твёрдых пород фракции 0-10 мм;
- крупный песок;
- пигменты;
- пластификаторы.
Основными технологическими операциями являются:
|
|
Приготовление бетонной смеси Технология перемешивания: включить бетоносмеситель, загрузить компоненты в следующей последовательности: песок, пигмент, цемент, перемешать, добавить часть воды с растворенным в воде пластификатором, смесь перемешать в течение 2-3 минут, затем добавить оставшуюся часть воды. Количество воды подбирают в процессе изготовления. Бетон должен быть консистенции густой сметаны |
|
|
Формование изделий (укладка и уплотнение бетона уложенного в формы). Приготовленный бетон раскладывается по формам и вибрируется в течение 20-40 сек. Если нет вибростола, то каждую форму нужно взять в руки и постукивать сбоку со всех сторон деревянным молотком, до выхода пузырьков воздуха и появления сверху цементного молочка. После заполнения формы бетоном нужно затереть поверхность ребром мастерка. Формы поставить на поддоны слоями, прокладывая каждый слой прокладками из ДСП или ТСН |
|
|
Выдержка изделий в формах в естественных условиях в течение 24-48 часов, при температуре не ниже 18-20 градусов и влажности не менее 80-85%
|



|
|
Выбивка (расформовка) изделий производится на специальном выбивочном столике, на котором изделия отделяются от формы, но можно это делать вручную, если нет выбивочного стола. Перед выбивкой полипропиленовую форму с бетоном необходимо нагреть до 60-70 градусов в водяной ванне, выдерживая каждую форму в ней 2 минуты. Нагретая форма помещается на вибростол для выбивки. Если формы из АБС-пластика, то греть не нужно. Пустые формы обстукатьс внешней стороны и они готовы к дальнейшему использованию (смазка их не требуется). |
|
|
В первые 2-3 суток изделия необходимо выдержать на складе для набора необходимой прочности.
|

Состав на 1 м2 без щебня (кг):
|
Номенклатура |
Цемент ПЦ 500 |
Песок |
Пластификатор (0,6%) |
Пигмент (2,5%) |
|
Брусчатка 60 |
34,0 |
82,0 |
0,20 |
0,85 |
|
Брусчатка 45 |
26,0 |
60,0 |
0,16 |
0,65 |
|
Брусчатка 25 |
16,0 |
32,0 |
0,10 |
0,40 |
Состав на 1 м2 со щебнем (кг):
|
Номенклатура |
Цемент ПЦ 500 |
Щебень |
Песок |
Пластификатор (0,8%) |
Пигмент (2,5%) |
|
Брусчатка 60 |
24,0 |
75,0 |
36,6 |
0,19 |
0,60 |
|
Брусчатка 45 |
18,0 |
56,3 |
27,5 |
0,14 |
0,45 |
|
Брусчатка 25 |
10,0 |
31,3 |
15,3 |
0,08 |
0,25 |
Если Вас не устраивает цена и Вы знаете розничный магазин где данный товар продается дешевле, позвоните нам 39-81-50 или напишите нам свой номер телефона . Мы созвонимся с Вами и постараемся предложить Вам более интересную цену.
Спасибо, ваше сообщение отправлено.
Спасибо, ваш заказ принят.